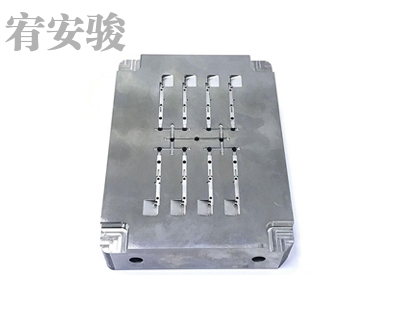
一体化 MIM模具 制造
14年专注,铸造精品、 质量保证,客户至上
 | 全国服务热线 |
| 18913571597 |

| | 全国服务热线 |
| 18913571597 |

塑胶注塑模具模具设计中需求依据不同材料的缩水率放缩水,而压铸模具基本上是没有缩水的,模具型腔尺寸多大,产品尺寸就有多大;两种模具最大的区别就属进胶了,压铸模具的浇口与注塑模具不同,需求做分流锥分化料流的高压力。压铸模具的料道和进料口一般都比塑料的大许多,所以很难修改,尤其是铝合金压铸模,是采用活塞式压射充填模具型腔,料柄很大,而塑料模具是注塑机螺旋压射,是小孔。压铸模打针速度快,一般都是一段打针压力,压铸模具的打针压力大,因而模板要求相对要厚一些,避免变形。塑胶模具一般分几段打针,保压。压铸模具为两板模(我暂时没见过3板压铸模)一次开模,塑胶模不同的产品结构不一样3板模常见,开模次数及顺序与模具结构相合作。我司压铸模具一般不采用方顶针,司筒,斜销(高温及溶液流动性好)易卡死导致模具出产不稳定. 第一浇道不一样压铸模流道比较宽,进料GATE面积要依据产品巨细重量来核算,一般GATE尽量宽厚度不要超过产品肉厚(75%就可以了),压铸模进料方式只有一种不象塑胶模可以用点进胶,潜胶口(或潜顶针),牛角尖进料,大水口直接进料。
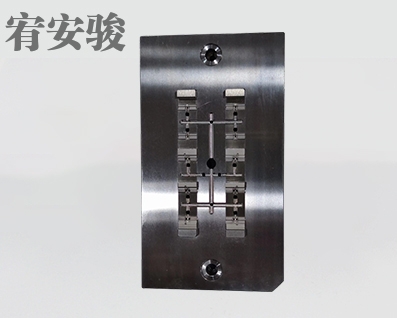
压铸模具模仁不需求淬火,由于压铸时模腔内温度超过700度.所以每成型一次相当于淬火一次,模腔会越来越硬。而一般的注塑模具要淬火到HRC52以上,压铸模具一般型腔内要渗氮处理,避免合金粘模腔, 因压铸模具腐蚀大,也有一些客户要求模具外表面发蓝处理。同时,压铸模具的分型面合作要求更高一些,由于合金流动性比塑胶好许多.高温高压的料流从分型面飞出来将非常危险;与注塑模具相比,压铸模具的活动合作部分(如抽芯滑块)合作空隙要大一些,压铸进程的高温会引起热膨胀,如果空隙过小会造成模具卡死。无论是那种模具,在打针的时分密封的型腔中气体被压缩排不出去,会导致走料不满或者产品烧焦等现象,注塑模具一般靠顶针,分型面等就可以排气,压铸模具有必要开排气槽和集渣包(搜集冷料料头)。
压铸件产品强度比塑胶件好,但跟塑胶件一样如壁厚要均匀,BOSS柱肉厚1.2MM以上就不需求加加强筋可是底部一定要加R角,转角处也要加R角。其他便是压铸模要经常维修保养,模次一定后要去应力回火。溢边值是指塑胶产品在多大的空隙下会溢出来(也便是跑毛边)的一个数值。ABS的溢边值为0.04mm;PC的溢边值为0.06mm;PA的溢边值为0.015mm;POM的溢边值为0.04mm, PBT+15%GR的溢边值为0.03mm ;PBT+30%GR的溢边值为0.02mm;PMMO的溢边值为0.065mm;PVC的溢边值为0.07mm;AS的溢边值为0mm ,压铸模具0.05~0.06 左右就会有毛边,压铸模具的分型面合作要求更高一些,由于合金流动性比塑胶好许多.高温高压的料流从分型面飞出来将非常危险。
另外,塑胶注塑模具和压铸模具在所用的制作钢材是不同的;塑料模具制作一般都使用45#钢、718H,S136等钢材,而压铸成型温度高(670度左右),对模具材料跟冷却要求更高,一般主要使用3Cr2W8V、8407,DAC55,SKD61这类耐热钢。